


一、引言
机器视觉中的图像采集,一般有线阵和面阵两种方式。就当前的应用情况而言,虽然面阵采图的方式较为广泛,但随着机器视觉的大规模普及以及人们对工业流水线速度、精度的要求越来越高,线阵系统以其特有的优势越来越被用户认可,在视觉项目中所占的比例已呈逐年上升之势,尤其在锂电行业检测、印刷缺陷检测、手机盖板质量、屏幕缺陷检测、纺织印染、食品包装等行业。
通常来说,线阵系统主要应用于外观缺陷检测。正因为外观缺陷的多样性,往往需要采用多种角度或结构的线光源进行照明,以便于分次获得特征清晰的优质图片。这样一来,势必增加了项目的复杂度并大大提升了视觉系统的成本。例如:1. 因工位的增加,导致相机、图像采集卡、线扫镜头、计算机的等硬件用量的增加;2. 机构空间增大,安装及操作的复杂性增加,系统稳定性降低。
鉴于此,CST公司于2019年初推出了多通道频闪线光源方案,可以在一个工位实现多个工位的综合效果。该方案通过对检测对象单次图像采集,即可捕捉到各类缺陷特征,同时又能大大降低整体视觉成本和安装空间。
二、频闪线光方案的原理及特点
CST频闪线光源配合专用的线扫频闪控制器使用。当控制器接收到外部触发信号后,控制器会跟随用户触发信号的频率依次触发光源,并以相同频率触发相机拍照。目前CST-TPS24200B-4T控制器支持4路(或8路)光源信号输出。方案时序图如图1所示。
由时序图可以看出:线扫相机第1+4N(N=0,1,2…)行曝光时,CH1光源导通,其它关闭;第2+4N行曝光时,CH2光源导通,其它关闭;第3+4N行曝光时,CH3光源导通,其它关闭;第4+4N行曝光时,CH4光源导通,其它关闭。

图1. 方案时序图
方案特点:
1.采用超高速光耦,触发响应延迟小于500ns;
2.输出通道数量自由选择,满足不同采图场合需要;
3.最高可产生100KHz内触发频率;
4.外触发信号0-16分频可设;
三、视觉应用示例
1. 食品标签表面字符及缺陷检测
食品标签纸表面反光,检测时需要对整卷来料检测标签纸表面字符印刷不良、脏污、碰伤、划伤、压痕等缺陷。

图2.实物图
从打光的角度分析:
1).碰伤、划伤、压痕类缺陷需要观察产品表面的镜面反光才能识别不良。一般使用线扫同轴光。
2).而印刷不良、脏污类缺陷应当观察产品表面的漫反射光才能识别不良。一般使用线光从侧边照射。
所以整体的方案,需要两个工位。如下图:
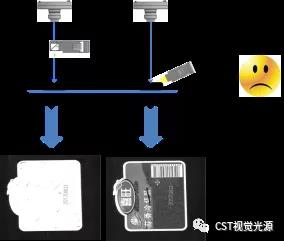
图3.同轴线光(左),低角度线光(右)
以往方案主要缺点:
1. 视觉硬件成本高;
2. 机构安装空间大;
如今使用CST频闪线光方案工位:
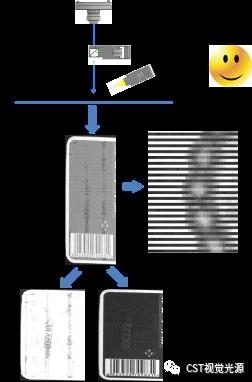
图4.同轴线光效果(左),低角度线光效果(右)
分析:同样选用同轴线光检测表面压痕,低角度线光检测印刷质量。两个光源高速切换并与相机同步,相机获取得到一张看似拉伸的图片。最后通过软件抽取奇偶行数据,重新拼接成两张图片,即为同轴线光与线光的效果图片。此方案的优势就是把多工位集中到一体,节省硬件成本的同时又节约了空间。
2.饮料瓶表面外观检查

图5.实物图
检测要求:
1 二维码识别、印刷字符不良
2 脏污,碰伤,划伤,压痕
检测方案:
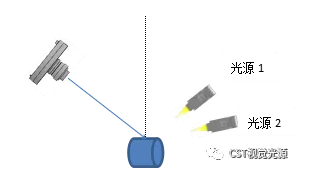
图6.CST打光方案

图7.原始图片
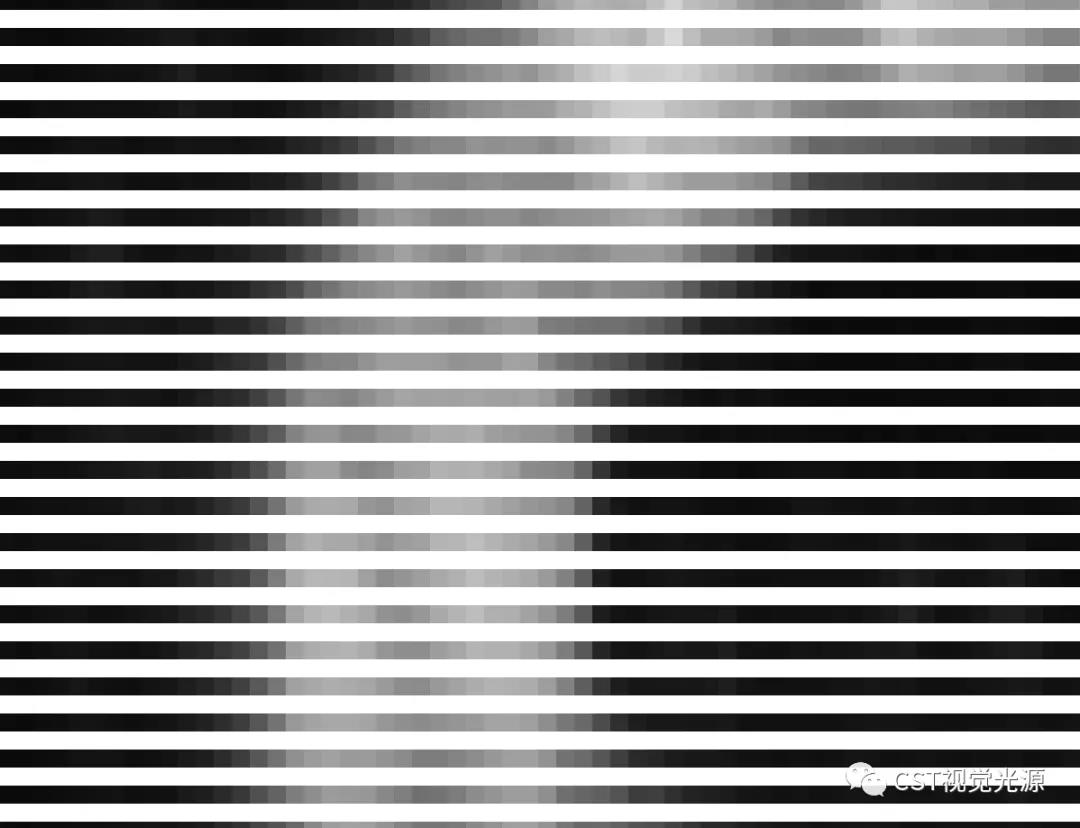
图8.局部放大
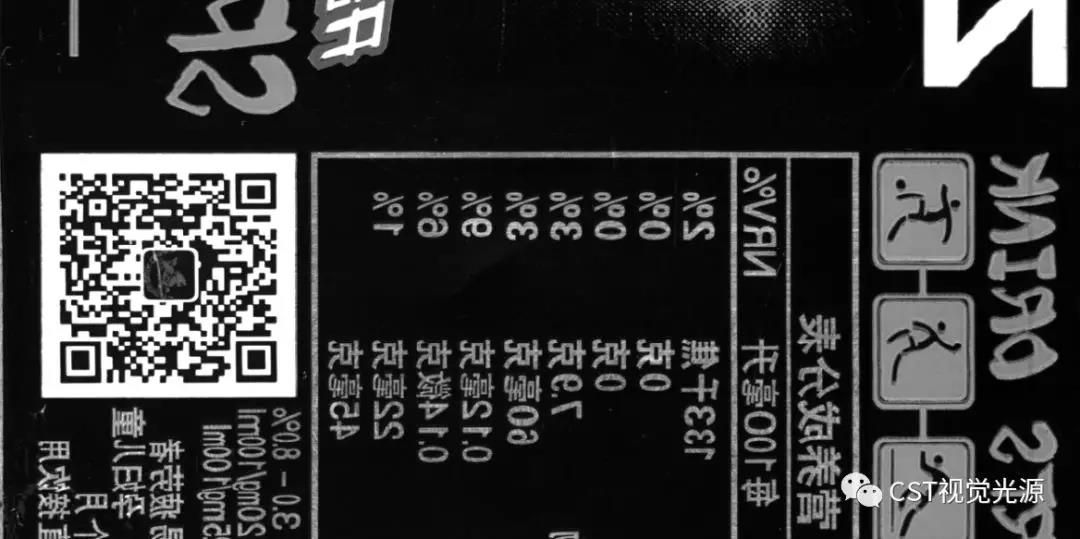
图9.光源1效果图
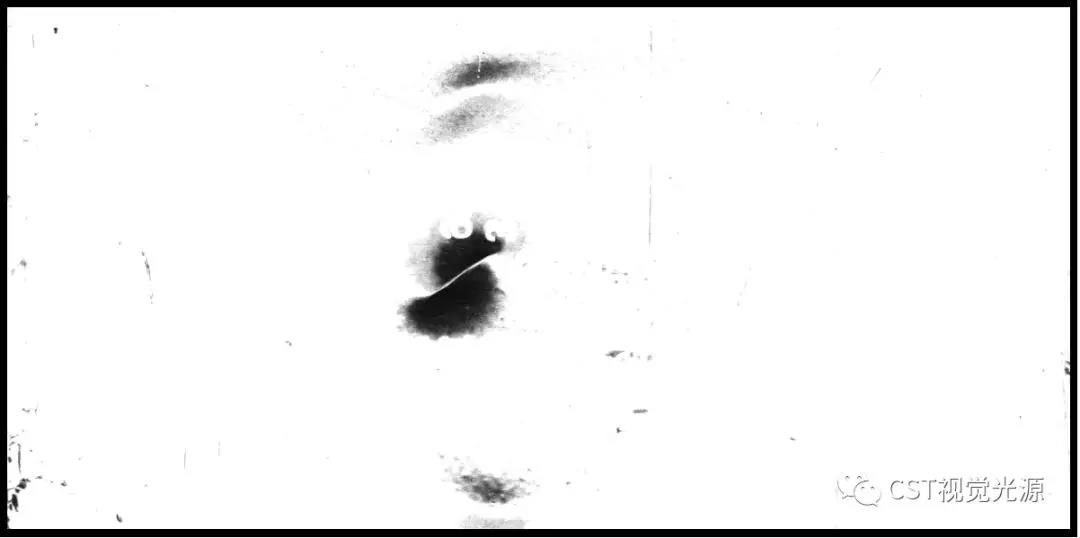
10.光源2效果
3. 口罩外观检查
检测要求:污点、异物检测;尺寸测量;鼻梁条有无、缺失、偏位检测;耳带有无、漏焊、长度;
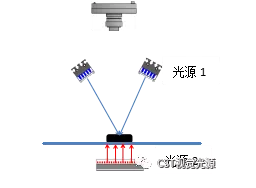
图11. CST打光方案
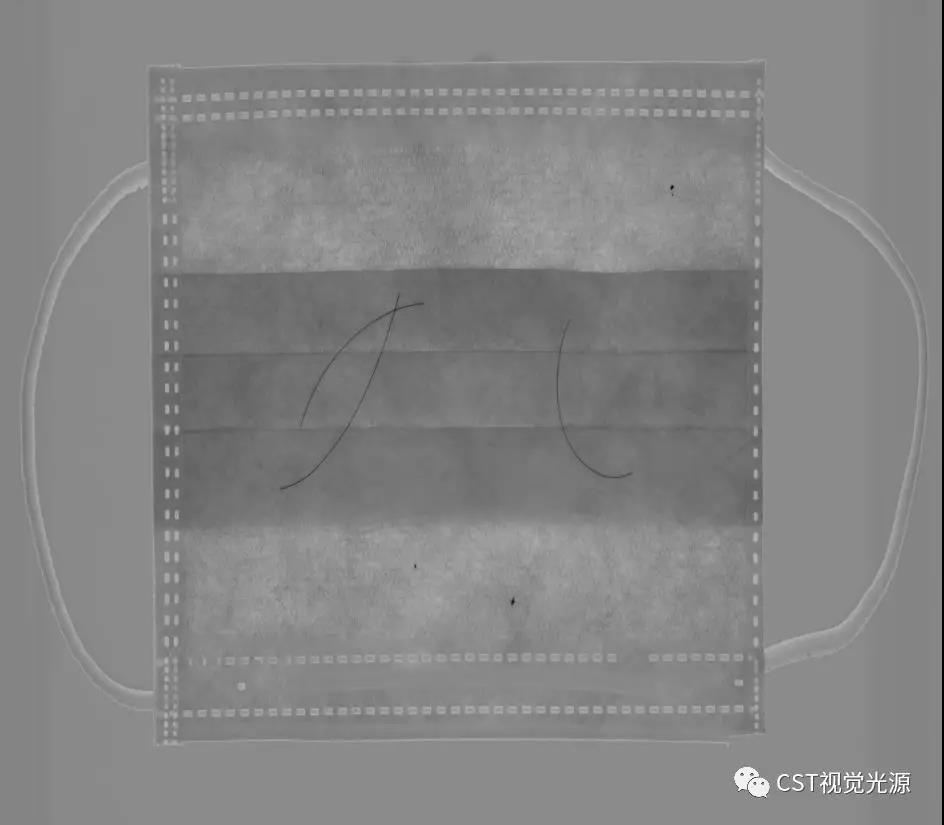
图12.原始图像效果
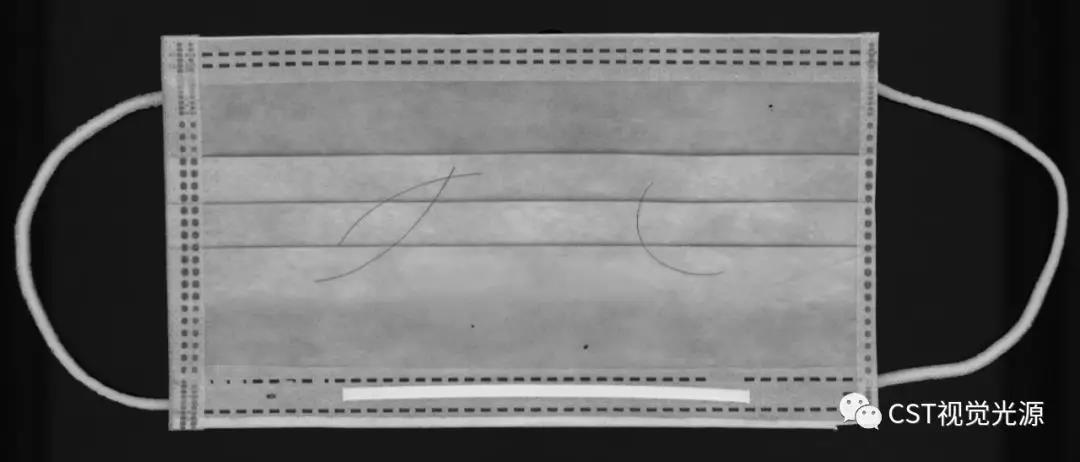
图13.光源1效果
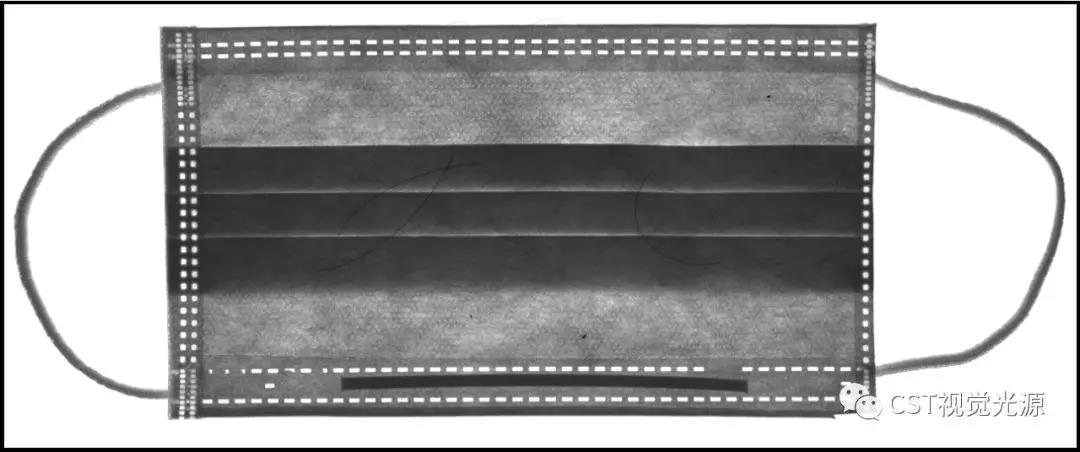
图14.光源2效果
四、后记
CST多通道频闪线光方案来源于CST技术工程师的工程实践。随着机器视觉行业应用越来越广泛,越来越多的疑难杂症相应地催生了各式光源方案。只有对行业痛点和客户需求的持续关注,以及对技术的孜孜不倦的专研与创新,方可取得这种突破。CST技术与研发团队将持续关注客户需求,持续为客户提供优质的技术服务,为机器视觉工程师们制造便利!
如需了解更多产品细节,请联系我们。

 0769-27280087
0769-27280087 吴先生 15876917841
吴先生 15876917841 cstmv@cstmv.com
cstmv@cstmv.com 苏州工业园区葑亭大道668号瑞奇大厦6楼
苏州工业园区葑亭大道668号瑞奇大厦6楼 Cherry_luo88
Cherry_luo88